-

-
上海志辰实业有限公司
Shanghai Zhi Chen Industrial Co., Ltd.
13816960458

热门搜索:



盐雾箱
涂层厚度检测:彩涂板涂层厚度是彩涂板成品检测中的重要指标,它直接影响彩涂板其它各项性能,其准确与否不仅影响彩涂板的质量,而且也影响生产成本。
实验方法执行标准为GB/T12754-2006彩色涂层钢板及钢带和GB/T13448-2006彩色涂层钢板及钢带的试验方法。GB/T13448-2006中规定的4种彩涂板涂层厚度的检测方法为磁性测厚仪法、千分尺法、钻孔破坏式显微镜法和金相显微镜法。
彩涂工艺流程
常见生产工艺流程如下图:
核心涂装工艺
涂装: 涂层厚度控制是彩涂板生产过程中关键参数。涂层厚度控制有两种控制方法一:一种是采用压力传感器,一种采用磁尺控制。
我们采用的是磁尺+压力传感器技术,在提料辊、计量辊和涂覆辊之间采用磁尺控制,在涂覆辊和带钢之间采用压力传感器控制。各辊之间的位置值和涂覆辊与带钢之间的压力值显示在操作屏上,厚度控制在±1μ以内。
辊涂是在辊(辊筒)上形成一定厚度的湿涂层,随后将这湿涂层的部分或全部转移到被涂物上的涂装方法。它适用于平板或带材涂层的生产,其特点是:速度快、生产效率高。
基板质量的好坏对彩涂钢板终性能有很大影响,屈服强度的高低、不同钢卷之间的性 能差异、基板的板型等都会影响用户辊压成型(压瓦)的板型,而国内大多数彩涂钢板生产 商(包括一些很的外资彩涂厂)几乎都外采购热轧基板,没有全流程的原料保障,因 此,质量稳定性不足,隐性质量问题较多,后续维护成本高。宝钢黄石公司采取下面2个措 施来保证终产品的质量稳定。 1、要求严格的成份和力学性能范围,黄石公司原料主渠道为股份公司直供,产品的全 过程受控,还对钢厂的过程控制参数提出了要求,比如要求热轧终轧温度、在炉时间等; 2、在热轧卷进厂后,针对个别钢卷化学成分或力学性能波动,宝钢黄石公司会进行动 态质量设计,通过后续冷轧轧制和热镀退火的参数变更来纠偏热轧卷的波动,保证终彩涂 产品的质量稳定。作为宝钢股份旗下中部地区彩涂生产基地,从热轧到彩涂实现全流程 管控,为了保证产品具有优良的成型性能、保证产品屈服强度、抗拉强度、延伸率、厚度公 差具有一致性,我们对原料签订钢协议,对炼钢化学成份、热轧卷取温度等核心指标进 行规定
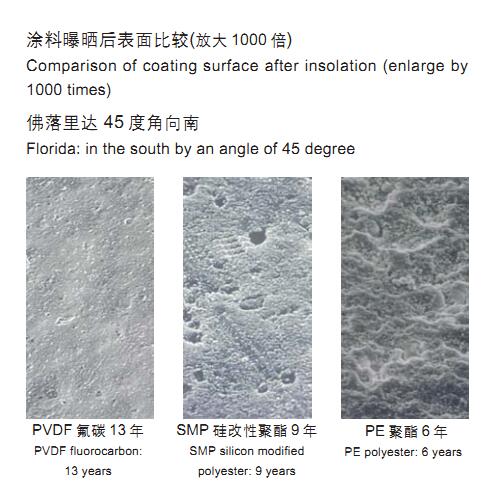
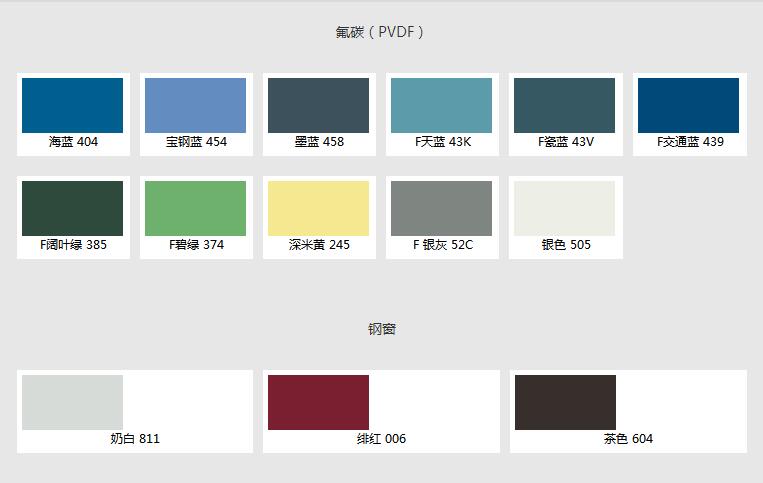
宝钢股份公司对用户承诺如下,我公司彩涂机组生产的面漆涂料为氟碳(聚偏氟乙烯的彩涂板卷自出厂后20年内,在正常储运和使用条件下涂层变化不超过如下范围涂层表面不起皮、开裂及龟裂2.色差(涂层颜色变化)△E-5个色差单位( Hunter?制),试验及评定办法按ASTM D2244-1993执行。
粉化率不超过8级,试验及评定办法按 ASTM D4214-1998执行。
特别说明
正常储运和使用条件的含义如下:
1.在通常的气候条件。
2.作为屋面的涂层板坡度不小于10度。
涂层表面不能有损伤或被修补过。
4.使用环境距离重工业区和海岸线1000米以外
涂层表面不能长时间有腐蚀性异物存在。
6.终建筑物位于中国境内。
特别提示:
为保证利益方的权益,建议用户在现场板取A4纸大小的样板进行封存,并经宝钢股份公司和用户双方签字确认,由用户保存于室内以此作为标准板。
其它:
如出现保证内容及保证条件以外的情况,宝钢股份公司与用户友好协商解决。