-

-
上海志辰实业有限公司
Shanghai Zhi Chen Industrial Co., Ltd.
13816960458

热门搜索:


彩涂板卷正面涂层种类介绍
彩涂板卷通过在镀锌或镀铝锌或其它材质基板的双面涂覆烘烤一定厚度的油漆。烘烤的此层为涂层。涂层种类及厚度需根据各钢厂生产技术及客户需求分为多种,不同种类涂层使用范围、条件、质量等各不同。
具体正面漆种类及介如如下:
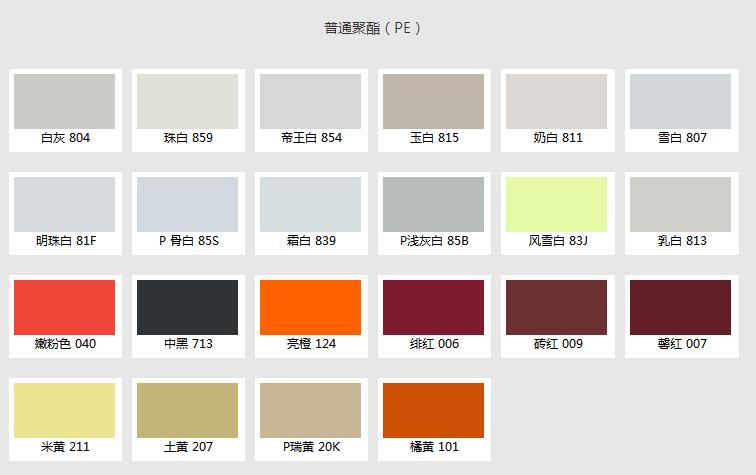
1、 普通PE聚脂涂层 (Polyester)
PE涂料对于材质有良好的附件着性,彩涂钢板易于加工成型,价廉且产品多,颜色和光泽的选择余地大。在一般环境直接曝露下,基防蚀年可长达7-8年,但于工业环境或污染严重的地区,其使用寿命会相对降低,且聚脂涂料对耐紫外光性与涂膜耐烨化性,并不理想,因此PE涂料的使用仍受到若干限制,一般用在空气污染不严重的地区或需多次成型加工的产品。一般地区用,使用环境一般,也是国内使用数量多的产品
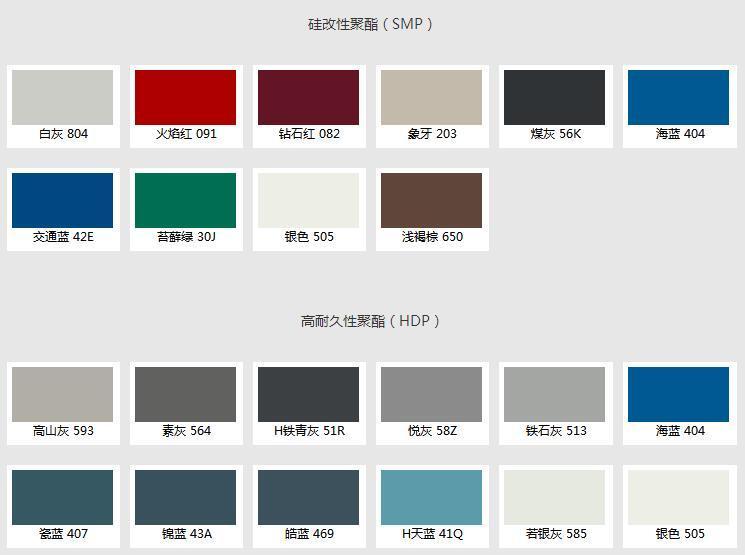
2、 SMP硅改性聚脂涂层(Silicone Mied Polyester)
硅改性聚脂彩色涂层钢板,简称SMP彩色钢板,亦可叫耐磨性聚脂面漆或叫耐磨性彩钢板,采用高抗纳米硅化树脂配方,SMP硅改具有优异的耐污染、耐候性,其粘接性好、固化快,涂膜硬度强,耐磨性和耐热性良好,以及良好的外部耐久性和抗体粉化性,光泽保持性,且有优异的自洁、保光、保色、等多项功能。和PE的变性比可于5%-50%之间,SMP提供钢板更好的的持久性,其防蚀能力可长达10-12年之久面漆。涂层厚度一般为正面5UM环氧树脂底漆+20UM SMP聚脂面漆,为5UM环氧树脂底漆+6UM PE树脂面漆。
基板质量的好坏对彩涂钢板终性能有很大影响,屈服强度的高低、不同钢卷之间的性 能差异、基板的板型等都会影响用户辊压成型(压瓦)的板型,而国内大多数彩涂钢板生产 商(包括一些很的外资彩涂厂)几乎都外采购热轧基板,没有全流程的原料保障,因 此,质量稳定性不足,隐性质量问题较多,后续维护成本高。宝钢黄石公司采取下面2个措 施来保证终产品的质量稳定。 1、要求严格的成份和力学性能范围,黄石公司原料主渠道为股份公司直供,产品的全 过程受控,还对钢厂的过程控制参数提出了要求,比如要求热轧终轧温度、在炉时间等; 2、在热轧卷进厂后,针对个别钢卷化学成分或力学性能波动,宝钢黄石公司会进行动 态质量设计,通过后续冷轧轧制和热镀退火的参数变更来纠偏热轧卷的波动,保证终彩涂 产品的质量稳定。作为宝钢股份旗下中部地区彩涂生产基地,从热轧到彩涂实现全流程 管控,为了保证产品具有优良的成型性能、保证产品屈服强度、抗拉强度、延伸率、厚度公 差具有一致性,我们对原料签订钢协议,对炼钢化学成份、热轧卷取温度等核心指标进 行规定
钢铁厂直接生产涂层钢板的优点
1.简化成形加工生产用户从生产厂购买涂层钢板直接进行成形加工经检查后即可组装出成形产品.从而省去了为防止钢板腐蚀而进行的一系列防腐工序,显著节省人力和投资。
2.产量大作业线速度高(30 一 240m/min),低速作业线生产能力一般是 3—6 万吨/年,较高速作业线生产能力可达 10—15 万吨/年。大的作业线生产能力可达 20 一 30 万吨/年,宝钢冷轧部彩涂机组生产设计能力达 22.7 万吨/年。
3.质量均一在化连续生产中涂料和涂层质量得到了保证,在连续式涂层机组中原料投入生产前,在生产过程中及成品后均处于严格的质量检查和控制之下。另外,带钢连续辊涂也是获得质量均一的依赖条件之一。
4.降低成本节省劳力是大幅度降低成本的重要因素。另外,通过提高生产能力降低除人工费用以外的固定费用,节省燃料、电力等能源减少涂料损失等等,都是降低成本的重要因素。
另外,还有环境污染易解决等优点。
彩涂工艺流程
常见生产工艺流程如下图:
核心涂装工艺
涂装: 涂层厚度控制是彩涂板生产过程中关键参数。涂层厚度控制有两种控制方法一:一种是采用压力传感器,一种采用磁尺控制。
我们采用的是磁尺+压力传感器技术,在提料辊、计量辊和涂覆辊之间采用磁尺控制,在涂覆辊和带钢之间采用压力传感器控制。各辊之间的位置值和涂覆辊与带钢之间的压力值显示在操作屏上,厚度控制在±1μ以内。
辊涂是在辊(辊筒)上形成一定厚度的湿涂层,随后将这湿涂层的部分或全部转移到被涂物上的涂装方法。它适用于平板或带材涂层的生产,其特点是:速度快、生产效率高。