材质TDC51D+Z
牌号TDC51D+AZ
包装铁皮精包装
涂层结构两涂两烘
镀铝锌含量150克每平方
镀锌含量280克
镀铝锌,彩涂卷,宝钢彩钢板,宝钢总厂彩涂卷,宝钢黄石彩钢板,闽台烨辉彩钢卷,澳洲博思格彩涂板,马钢彩钢卷,氟碳彩涂板,高耐候彩钢板,硅改性彩钢卷,自清洁彩钢板,镀铝锌彩涂板,PVDF彩涂板,HDP彩钢板,SMP彩涂卷,HPC彩钢板,高耐久性彩钢板
代理商上海志辰实业有限公司
涂层钢板的定义及涂层目
在宝钢企业标准 BQB440—99 中对涂层钢板(带)给出了明确的定义:

钢铁厂直接生产涂层钢板的优点
1.简化成形加工生产用户从生产厂购买涂层钢板直接进行成形加工经检查后即可组装出成形产品.从而省去了为防止钢板腐蚀而进行的一系列防腐工序,显著节省人力和投资。
2.产量大作业线速度高(30 一 240m/min),低速作业线生产能力一般是 3—6 万吨/年,较高速作业线生产能力可达 10—15 万吨/年。大的作业线生产能力可达 20 一 30 万吨/年,宝钢冷轧部彩涂机组生产设计能力达 22.7 万吨/年。
3.质量均一在化连续生产中涂料和涂层质量得到了保证,在连续式涂层机组中原料投入生产前,在生产过程中及成品后均处于严格的质量检查和控制之下。另外,带钢连续辊涂也是获得质量均一的依赖条件之一。
4.降低成本节省劳力是大幅度降低成本的重要因素。另外,通过提高生产能力降低除人工费用以外的固定费用,节省燃料、电力等能源减少涂料损失等等,都是降低成本的重要因素。
另外,还有环境污染易解决等优点。
高强钢是宝钢彩涂产品的发展趋势之一,目前国外使用比较多的是屈服强度为350等级的彩涂钢板。生产这类强度的钢板通常有两种工艺,一是采用碳锰钢,在炼钢时采用CMn等强化元素,并利用强大的热轧、冷轧轧制力来生产相对较薄的高强彩涂钢板,像宝钢等国内外全流程钢厂(矿石到成品}都采用这样的生产工艺。另一种方法就是通过低热镀锌机组的退火温度,使材料没有完全退火,还部分保留轧硬态来提高强度,目前国内多数镀锌及彩涂厂是采用这个工艺,因为他们没有炼钢工序,在市场上购买轧硬卷或热轧板也没有相应的高强钢种。但这样做的话会带来三方面的危害·由于降低退火温度,加之带钢板宽方面的温度不均,这时退火温度位于钢板的再结晶临界温度附近,这样就导致钢板宽度方向带钢强度严重不均,加工后板型很难得到保证。·降低退火温度必然导致清洗效果不佳,因为表面的细微氧化是需要高温下在还原气体中进行还原的,这样,对热镀锌的镀层附着力会产生不利的影响。·降低退火温度,屈服强度提高了,但抗拉强度不会相应增加,这就导致了材料的屈强比,屈强比对材料的加工成型性、抗震、防火都有相当大的影响。比如,用降低退火温度的办法生产的高强钢,在火灾时,强度大幅下陷,严重影响建筑物的抗火等级。
什么是宝钢彩涂钢板重要的性能
市场上大多数人认为彩涂钢板的完整描述就两个:一是厚度,二是颜色,如0.5mm白灰等,其他好象都不重要。实际上,完整表达一个彩涂产品应该从5个大方面来描述基板力学性能(屈服强度、抗拉强度、延伸率),镀层性能(镀层种类、镀层附着力、镀层重量),涂层性能(膜厚、T弯、冲击、铅笔硬度、抗粉化性、耐盐雾性、耐久性能等),表面质量(缺陷、光泽、颜色、涂层细度等),其他性能(板型、尺寸精度、公差等)。不同的人群(建筑设计师、、加工商等)对此的认识是不一样的。从彩涂钢板的生产和使用角度来看,彩涂钢板重要的性能是其耐久性!(长时间不粉化、不变颜色、不生锈的性能)
绿色产品、绿色制造
宝钢彩色涂层钢板早、使用量大的就是在建筑领域(目前全世界建筑用彩涂的比例约75%左右,中国则90%以上)。在建筑市场中也从初的百叶窗到现在的室外装饰幕墙。随着钢板和涂料技术的进步,彩涂钢板在建筑上的运用范围也越来越广,但由于彩涂钢板主要是薄板,主要运用在建筑围护领域,一般不作为结构件,但采用高强度厚规格的大跨度拱型板则也充当了结构件的角色。
■

镀铝锌,彩涂卷,宝钢彩钢板,宝钢总厂彩涂卷,宝钢黄石彩钢板,闽台烨辉彩钢卷,澳洲博思格彩涂板,马钢彩钢卷,氟碳彩涂板,高耐候彩钢板,硅改性彩钢卷,自清洁彩钢板,镀铝锌彩涂板,PVDF彩涂板,HDP彩钢板,SMP彩涂卷,HPC彩钢板,高耐久性彩钢板
代理商上海志辰实业有限公司
涂层钢板的定义及涂层目
在宝钢企业标准 BQB440—99 中对涂层钢板(带)给出了明确的定义:
彩色涂层钢板、钢带是指金属基材经过彩色辊涂机组后,在表面涂敷上一层或多层有机涂料而成的复合材料。
涂层的目的就是以各种方法在物体表面上涂上涂料,形成干燥保护膜,使其具有耐大气等腐蚀、耐污染等性能以保护基体,同时赋予色彩、光泽、花纹、平滑、立体感、接触感好等优点,使物体美观。
另外,在情况下,还有以电器绝缘、防火、、防虫、粘合、标识、色彩调节、温度指示等为目的而生产的。
彩涂工艺流程
常见生产工艺流程如下图:
核心涂装工艺
涂装: 涂层厚度控制是彩涂板生产过程中关键参数。涂层厚度控制有两种控制方法一:一种是采用压力传感器,一种采用磁尺控制。
我们采用的是磁尺+压力传感器技术,在提料辊、计量辊和涂覆辊之间采用磁尺控制,在涂覆辊和带钢之间采用压力传感器控制。各辊之间的位置值和涂覆辊与带钢之间的压力值显示在操作屏上,厚度控制在±1μ以内。
辊涂是在辊(辊筒)上形成一定厚度的湿涂层,随后将这湿涂层的部分或全部转移到被涂物上的涂装方法。它适用于平板或带材涂层的生产,其特点是:速度快、生产效率高。
两 辊 逆 向 涂 装
在二辊涂敷过程中,带料辊入漆盘中吸附着涂料,直接转移到涂敷辊上(通过带料辊与涂敷辊的挤压,使涂料变平,然后出涂敷辊将涂料涂到带钢上。
三 辊 逆 向 涂 装
在三辊涂敷时,带料辊从漆盘吸附上涂料后,通过逆向慢速转动的计量辊的作用、使带料辊上的涂料整平后,再转移到涂敷辊上,后涂到逆向转动的带钢上。
这种辊涂方式特别适于涂粘度大涂膜厚的涂料,因为这时可通过计量辊的作用使涂料整平并控制厚度。在涂敷粘度大流平性不好的涂料(如塑料溶胶)时。采用逆涂三辊方式可得到平整的涂层面。
涂层结构
产品质量检验设备及质量检验内容
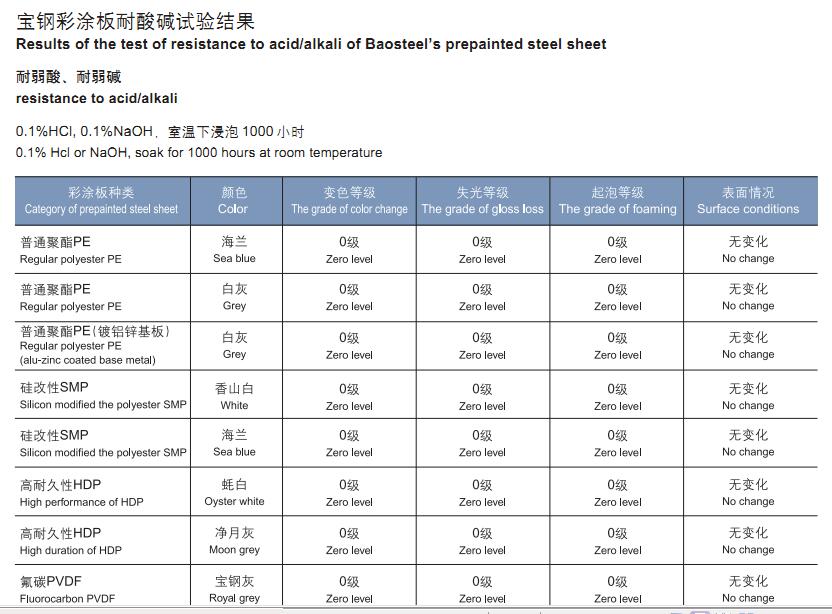
盐雾试验:彩涂钢板的盐雾试验是通过的盐雾试验箱进行,盐雾试验箱模拟大气自然环境,为试件提供盐雾腐蚀所规定温度范围、盐雾沉降量和试验周期的加速腐蚀环境,检查试样的破坏现象,包括起泡、生锈、附着力下降和由划痕处腐蚀的蔓延等,并按GB/T 1766-1995标准规定,以0、1、2、3、4、5六个等级评定其破坏程度。
盐雾箱
涂层厚度检测:彩涂板涂层厚度是彩涂板成品检测中的重要指标,它直接影响彩涂板其它各项性能,其准确与否不仅影响彩涂板的质量,而且也影响生产成本。
实验方法执行标准为GB/T12754-2006彩色涂层钢板及钢带和GB/T13448-2006彩色涂层钢板及钢带的试验方法。GB/T13448-2006中规定的4种彩涂板涂层厚度的检测方法为磁性测厚仪法、千分尺法、钻孔破坏式显微镜法和金相显微镜法。
DJH涂层厚度检测仪
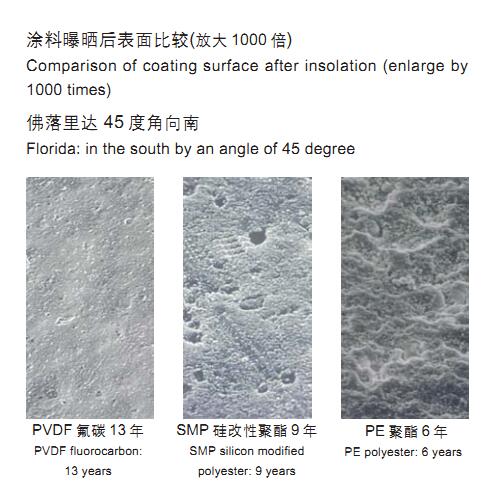
人工加速老化仪:是涂膜耐候性能检测的常用设备,它是通过在实验室内模拟自然环境进行各种类型气候的涂膜老化试验,并给予一定的催化因素,从而克服天然暴晒试验所需时间长的不足
紫外线是涂膜老化中的一个很重要的因素,大气中的温度、湿度和氧气的含量也对涂膜的老化起着重要的影响。人工加速老化试验就是利用一定的设备人工老化仪,通过改变光源的种类、强弱,以及各种类型气候的温度、湿度、含氧量的变化等因素的控制,测试在人造气候的环境下,各种涂膜的老化程度及变化状况,从而判断相应漆膜的耐老化能力。
QUV老化仪
色差检测:彩涂板的色差测定原理是通过测定参照样和试样的光谱三值,即可定量测定出试样与参照样的颜色差异。色差仪通常采用的几何结构分为定向型和积分球型两种。
Hunter lab色差仪
物性试验检测项目:MEK耐溶剂擦拭试验、T弯、铅笔硬度、刮擦、冲击试
产品外观检查内容:形象缺陷、表面缺陷、痕迹缺陷、边部缺陷、镀金缺陷、尺寸缺陷、涂装缺陷、不均匀缺陷、污染性缺陷、涂膜凹凸缺陷、过程缺陷、涂膜表面缺陷、物性缺陷
彩图板常见缺陷
http://www.shzchen.com