-

-
上海志辰实业有限公司
Shanghai Zhi Chen Industrial Co., Ltd.
13816960458

热门搜索:


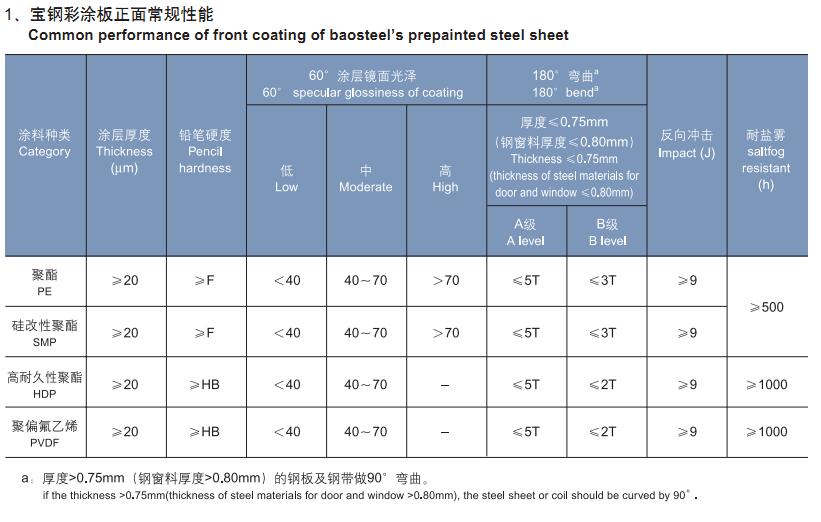
彩涂板卷正面涂层种类介绍
彩涂板卷通过在镀锌或镀铝锌或其它材质基板的双面涂覆烘烤一定厚度的油漆。烘烤的此层为涂层。涂层种类及厚度需根据各钢厂生产技术及客户需求分为多种,不同种类涂层使用范围、条件、质量等各不同。
具体正面漆种类及介如如下:
1、 普通PE聚脂涂层 (Polyester)
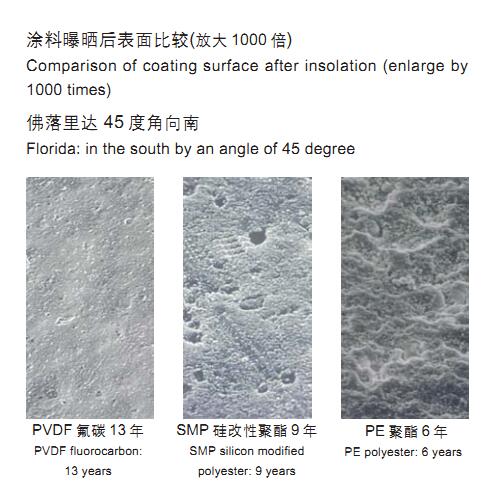
PE涂料对于材质有良好的附件着性,彩涂钢板易于加工成型,价廉且产品多,颜色和光泽的选择余地大。在一般环境直接曝露下,基防蚀年可长达7-8年,但于工业环境或污染严重的地区,其使用寿命会相对降低,且聚脂涂料对耐紫外光性与涂膜耐烨化性,并不理想,因此PE涂料的使用仍受到若干限制,一般用在空气污染不严重的地区或需多次成型加工的产品。一般地区用,使用环境一般,也是国内使用数量多的产品
2、 SMP硅改性聚脂涂层(Silicone Mied Polyester)
硅改性聚脂彩色涂层钢板,简称SMP彩色钢板,亦可叫耐磨性聚脂面漆或叫耐磨性彩钢板,采用高抗纳米硅化树脂配方,SMP硅改具有优异的耐污染、耐候性,其粘接性好、固化快,涂膜硬度强,耐磨性和耐热性良好,以及良好的外部耐久性和抗体粉化性,光泽保持性,且有优异的自洁、保光、保色、等多项功能。和PE的变性比可于5%-50%之间,SMP提供钢板更好的的持久性,其防蚀能力可长达10-12年之久面漆。涂层厚度一般为正面5UM环氧树脂底漆+20UM SMP聚脂面漆,为5UM环氧树脂底漆+6UM PE树脂面漆。
■全流程的生产质量控制管理
全流程(炼钢——彩涂)的制造过程对终产品的性能至关重要。比如力学性能控制,由于对基板化学成分不受控,因此,彩涂生产厂热镀锌机组的退火温度控制就没有针对性,导致力学性能随基板不同而不稳定,比如由于没有上下工序的配合,钢板的板型控制就失去方向;比如由于基板的缺乏,生产节奏拉长,导致钢板表面的活性下降,影呐镀层和基板、镀层和涂层表面结合力不佳。无论是镀锌还是彩涂,它的基板都不能放置太久。宝钢从70年代末开工建设起,从日本引进了一贯质量管理方法,它的基本思路就是输入用户需求,将宝钢生产工艺、人员、设备、原料、研发、营销等进行规范设计,从原料到成品的全过程进行管控,以质量为中心兼顾效率、成本、交货期的质量管理方法,并借助PDCA方法持续改进质量以满足用户日益提高的品质要求。
完备的检测装备,的检测手段
宝钢彩涂钢板的性能要求很多,但由于用户大多是钢构厂,用户自身对彩涂钢板的检测手段比较缺乏,只能进行简单的表面质量、厚度、颜色及板型的目测,几乎所有用户都没有办法检测材料的涂层种类(PE还是PVDF)。为保证彩涂产品的质量稳定,为下游用户把好质量关口,宝钢配备了的质量检测设备,从材料的力学性能(屈服强度、抗拉强度等)、到镀层性能(镀层厚度、种类、附着力)以及用户关注的涂层性能。光涂层性能方面,宝钢就配置了国内(甚至全球}齐的涂层性能检测设备。它不仅包括了常规的涂层享度(四种方法}、光泽、色差、T弯、硬度、冲击、抗溶剂性(MEK},还有非常规的甚至长期的耐久性试验。具体有刻划硬度、轴弯、杯突、划格试验,耐划伤试验,玻瑞化转变试验,耐溶剂试验,干热试验,压斑试验,过烘烤试验,耐污染试验,耐化学品试验,磨耗试验,落沙试验,擦系数检测,大气曝晒试验,盐冥试验,耐湿试验,潮湿S2试验,氙灯老化试验,紫外灯老化试验。
宝钢PVDF彩钢板类产品要求的涂膜更厚,因为要提供更长的使用年艰保证。对背面涂层的要求视用途而定,夹芯板只要求有层可粘结的底漆,而成型钢板由于室内腐蚀环境因此也要求涂两层,厚度至少10um以上。
宝钢彩涂板涂层颜色的选择
对颜色的选择主要是考虑与周围环境的匹配和的爱好,但从使用技术角度讲浅颜色涂料的颜料选择余地大,可选择耐久性优越的无机颜料(如钛白粉等),而且涂料的热反射能力强(反射系数达到深色涂料的一倍)夏季涂层本身的温度相对就低,这对涂层寿命延长是有益的。另外,即使涂层变色或粉化,浅颜色涂膜变化后与原颜色的反差小,对外观的影响就不大。而深颜色(尤其是比较鲜艳的颜色)采用有机颜色的居多,遇索外线照射容易褪色,短的3个月就变颜色。对于彩色涂层钢板来说,通常涂层和钢板的受热膨胀率不同,尤其是金属基板和有机涂层的线膨胀系数差别较大当环境温度发生变化时,基板和涂层结合界面就会发生膨胀或收缩应力,如果不能适当释放就会发生涂层龟裂。另外,在这里要说明两点目前国内市场上的选择误区:其一就是国内目前存在大量白色底漆。采用白色底漆的目的就是可以减少面漆的厚度,因为正常建筑用耐腐蚀底漆是黄绿色的(因此有铬酸锶颜料),必须有足够的面漆厚度才能有好的遮盖力。这样,对耐腐蚀性是很危险的,先底漆耐腐蚀性差,再者面漆大大减薄,不足10微米。这样的彩涂钢板看上去光鲜,用不了两年就会在不同地方产生腐蚀(切口、折弯加工处、膜下等)。其二就是建筑工程用彩涂钢板同一工程采用不同厂商、不同批次的彩涂钢板,在施工中看似颜色一致,但经过几年的太阳光照射后,不同涂层不同厂商的颜色变化趋势不同,导致产生严重的色差,这样的例子实在太多了。即使同一供应商的产品,也强烈建议同一工程一次订货,因为不同批号有可能采用不同涂料供应商的产品,增加了色差产生的可能性。
目前大量使用于建筑用彩涂的镀层是热镀锌和镀铝锌,镀层厚度越大,耐腐蚀性能越好。镀层厚度主要是影响到彩涂钢板的切口腐蚀性能,切口腐蚀是电化学腐蚀,影响因素有预处理层、底漆、基板厚度、镀层厚度等。在正常情况下,预处理层和底漆相对比较固定,影响切口腐蚀性能的就是基板厚度及镀层享度了,基板越薄,镀层越厚,耐切口腐蚀的性能越好。关于这点,国际上有很多研究,目前比较公认的就是锌比,即镀层单面每平方米镀层重量的克数/基板的厚度(以毫米计),认为锌比≥100是有效防止彩涂钢板切口腐蚀的保证。举例说明:如果0.6mm的钢板,其单面镀锌量就要达到60克/平方米。尽管镀铝锌光板的耐腐蚀性能优于热镀锌,但对切匚腐蚀蔓延来说,铧比也适用于热镀铝锌。至于镀层选择热镀纯锌还是热镀铝锌,则主要取决于使用环境的酸碱度。锌和铝均属于两性金属,但它们在酸和碱中的表现还是有差别的,纯锌在碱性介质中的表现优于铝锌合金,在酸洗介质中的表现则相反。因此,推荐相对酸性环境中采用镀铝锌彩涂,相对碱性环境则采用热镀纯锌彩涂,根据使用经验,湿的木材、混凝土等不要长时间接触镀铝锌基板。
钢种
宝钢彩涂板—制造过程更绿色
预处理:内部供料,所供基板不涂油,减少了脱脂液和防锈油的消耗以及相关废水处理的压力。工厂化统一处理钝化废水,提高了处理效率及可能的泄漏风险。辊涂预处理(D|P)的使用,彻底杜绝了废水。涂料及涂层:密封涂层室负压,减少溶剂外泄,防火地坪,溶剂收集并焚烧。采用环保涂料、水性涂料、不采用、作为稀释剂。烘烤固化:所挥发的溶剂全回收,回收的溶剂全部进行高温焚烧,焚烧产生的热量用于补充热风加热。其他:开卷及辔取部位产生的切头切尾、捆带等金属材料全部作为废钢回炉炼钢。
■全流程的生产质量控制管理
全流程(炼钢——彩涂)的制造过程对终产品的性能至关重要。比如力学性能控制,由于对基板化学成分不受控,因此,彩涂生产厂热镀锌机组的退火温度控制就没有针对性,导致力学性能随基板不同而不稳定,比如由于没有上下工序的配合,钢板的板型控制就失去方向;比如由于基板的缺乏,生产节奏拉长,导致钢板表面的活性下降,影呐镀层和基板、镀层和涂层表面结合力不佳。无论是镀锌还是彩涂,它的基板都不能放置太久。宝钢从70年代末开工建设起,从日本引进了一贯质量管理方法,它的基本思路就是输入用户需求,将宝钢生产工艺、人员、设备、原料、研发、营销等进行规范设计,从原料到成品的全过程进行管控,以质量为中心兼顾效率、成本、交货期的质量管理方法,并借助PDCA方法持续改进质量以满足用户日益提高的品质要求。
完备的检测装备,的检测手段