-

-
上海志辰实业有限公司
Shanghai Zhi Chen Industrial Co., Ltd.
13816960458

热门搜索:

宝钢彩涂——新型、绿色建材
与传统混凝土以及其他传统建筑材料相比,彩涂钢板符合绿色建材的要求。造型美观新颖、色彩丰富、装饰性强组合灵活多变、可表达不同的建筑风格,属于环境友好型材料强度高(厘服强度高可达550MPa},具有良好的家皮刚度,防水性能好。抗震性能:由于彩涂钢板在屋面是长向连续铺设,紧固件连接。材料强度高,韧性好,钢材可延展,可适用不同方向的地震力的作用,与其他建筑材料的脆性和不可变形相比优势明显。另外,由于屋顶自重轻,整体建筑物的重心下移,对减少震害有利。工厂化预制,可以使精度到2毫米内,比传统混凝士现洚施工精度提高3-4倍,同时减少建筑垃圾。施工安装方便,减少安装及运输的工作量,缩短施工工期,可以减少碳排放节约土地、水及其他资源使用量:轻钢围护结构(彩涂钢板)自重为6-12公方米,钢混结构为250-300公斤/平方米,砖墙为400公斤/平方米。因此,在材料的选择上使用彩涂能大量节约水泥、砖、瓦等,从而大大降低对耕地的使用,大大降低对水资源的占用。由于量面及墙面自重的大大降低,建筑物的地下基层也可以相应降低,承重结构也可以采用轻型钢结构(尤其是单层无车的厂房更明显}可再生使用;钢铁材料大的优点就是可回炉进行再冶炼,实现可循环,可持续发展,而砖、瓦或混凝土只能增添建筑垃圾。根据 ORUS的研究,普通彩涂板做为冶炼废钢,在一般的转炉中是可以使用的,但如果是PVC溶胶的彩涂,则由于会产生DOXN,用做电炉废钢比较合适。彩涂钢板的发展趋势也是往“3R制造”[(减少原料reduce)、重新利用euse和物品回收 recycle)],或绿色钢铁的三个替代(用新钢种替代老钢种、用钢铁材料替代其他材料、用新月途替代老的用途)方向发展(在后面的彩涂产品发展趋势中洋述}。
钢铁厂直接生产涂层钢板的优点
1.简化成形加工生产用户从生产厂购买涂层钢板直接进行成形加工经检查后即可组装出成形产品.从而省去了为防止钢板腐蚀而进行的一系列防腐工序,显著节省人力和投资。
2.产量大作业线速度高(30 一 240m/min),低速作业线生产能力一般是 3—6 万吨/年,较高速作业线生产能力可达 10—15 万吨/年。大的作业线生产能力可达 20 一 30 万吨/年,宝钢冷轧部彩涂机组生产设计能力达 22.7 万吨/年。
3.质量均一在化连续生产中涂料和涂层质量得到了保证,在连续式涂层机组中原料投入生产前,在生产过程中及成品后均处于严格的质量检查和控制之下。另外,带钢连续辊涂也是获得质量均一的依赖条件之一。
4.降低成本节省劳力是大幅度降低成本的重要因素。另外,通过提高生产能力降低除人工费用以外的固定费用,节省燃料、电力等能源减少涂料损失等等,都是降低成本的重要因素。
另外,还有环境污染易解决等优点。
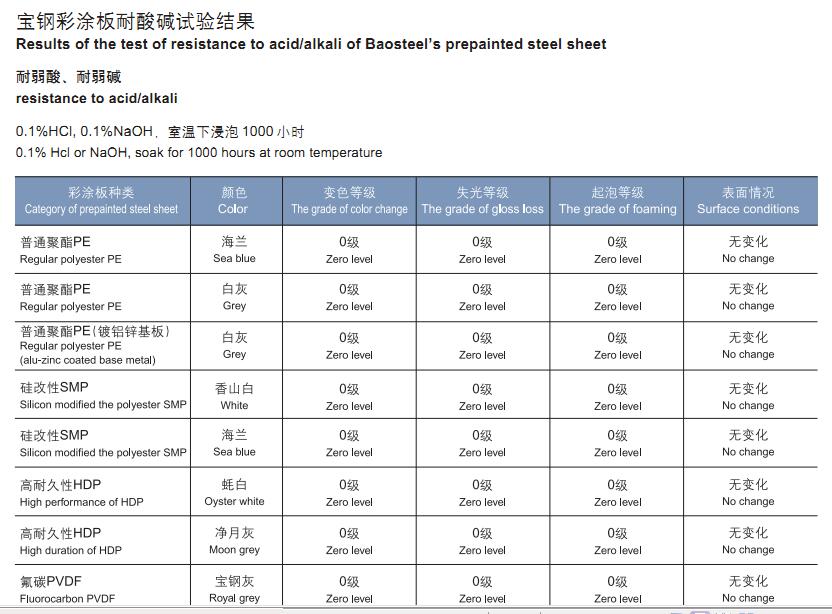
通过对涂层、预处理和涂料中的有害无素(铅、镉、六价铬等)的控制及合适的环保彩涂产品生产工艺,生产符合欧洲ROHS指令(2002/95/EC)的家电用彩涂钢板。
家电彩涂板用途
冰箱侧板、空调室内机侧板、空调室外机面板、洗衣机箱体、冰柜箱体、DVD上盖板,机顶盒盖板、微波炉箱体、热水器外壳、灯罩等。
彩涂板的涂层结构
结构2/1:即正面涂两次烘烤两次,背面涂一次烘烤两次, 背面为绿,背面漆薄且单一而且不美观,粘接性能良好,适用于做夹心板及复合板以及背面漆不外露的地方。
结构2/2:即正面涂两次烘烤两次,涂两次烘烤两次,背面颜色较厚且为高亮云白。适于结构钢结构建筑,由于背漆粘接性差适用于做单瓦和背漆可外露地方。
结构2/1M:即正面涂两次烘烤两次,涂一次烘烤两次,背面为鹭白色
此涂层结构是基于2/1和2/2的优缺点之下所生产,粘接性良好,并且背漆美观,所以譧并了以上两种板材之用途。也是市面上流通多的板材。
由于使用需要我公司还可根据客户需求订做3/2、3/3、3/1等不同种类不同涂层结构的/板材,欢迎广大客户来电垂询!
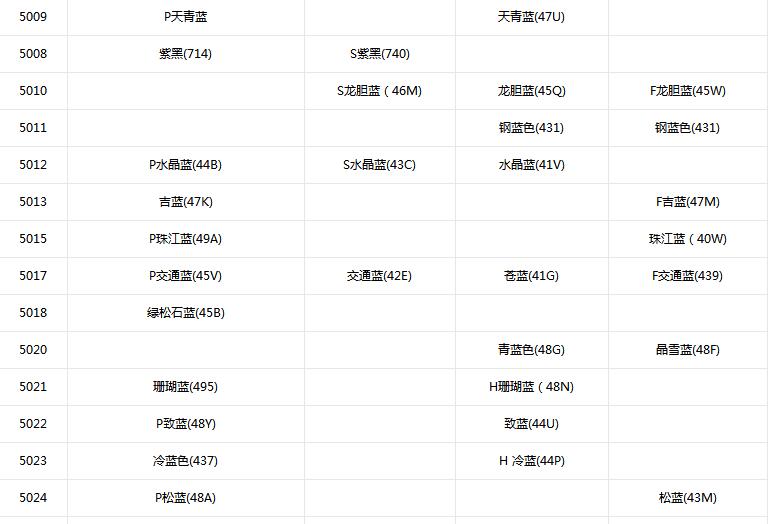
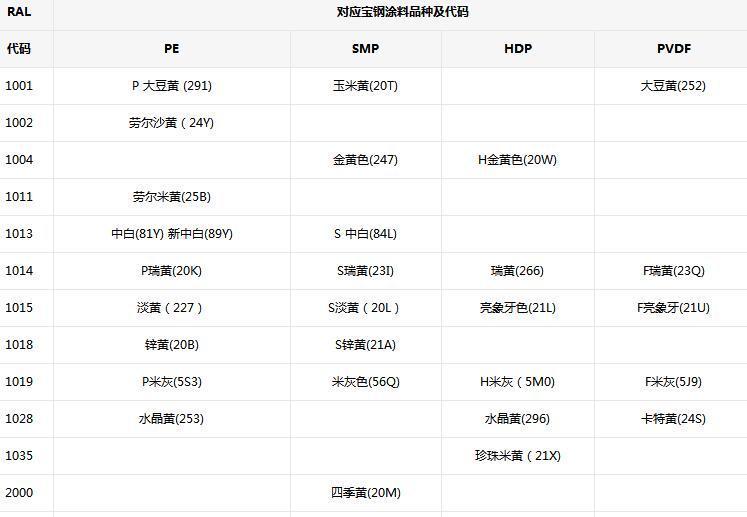
镀铝锌,彩涂卷,宝钢彩钢板,宝钢总厂彩涂卷,宝钢黄石彩钢板,闽台烨辉彩钢卷,澳洲博思格彩涂板,马钢彩钢卷,氟碳彩涂板,高耐候彩钢板,硅改性彩钢卷,自清洁彩钢板,镀铝锌彩涂板,PVDF彩涂板,HDP彩钢板,SMP彩涂卷,HPC彩钢板,高耐久性彩钢板
代理商上海志辰实业有限公司
涂层钢板的定义及涂层目
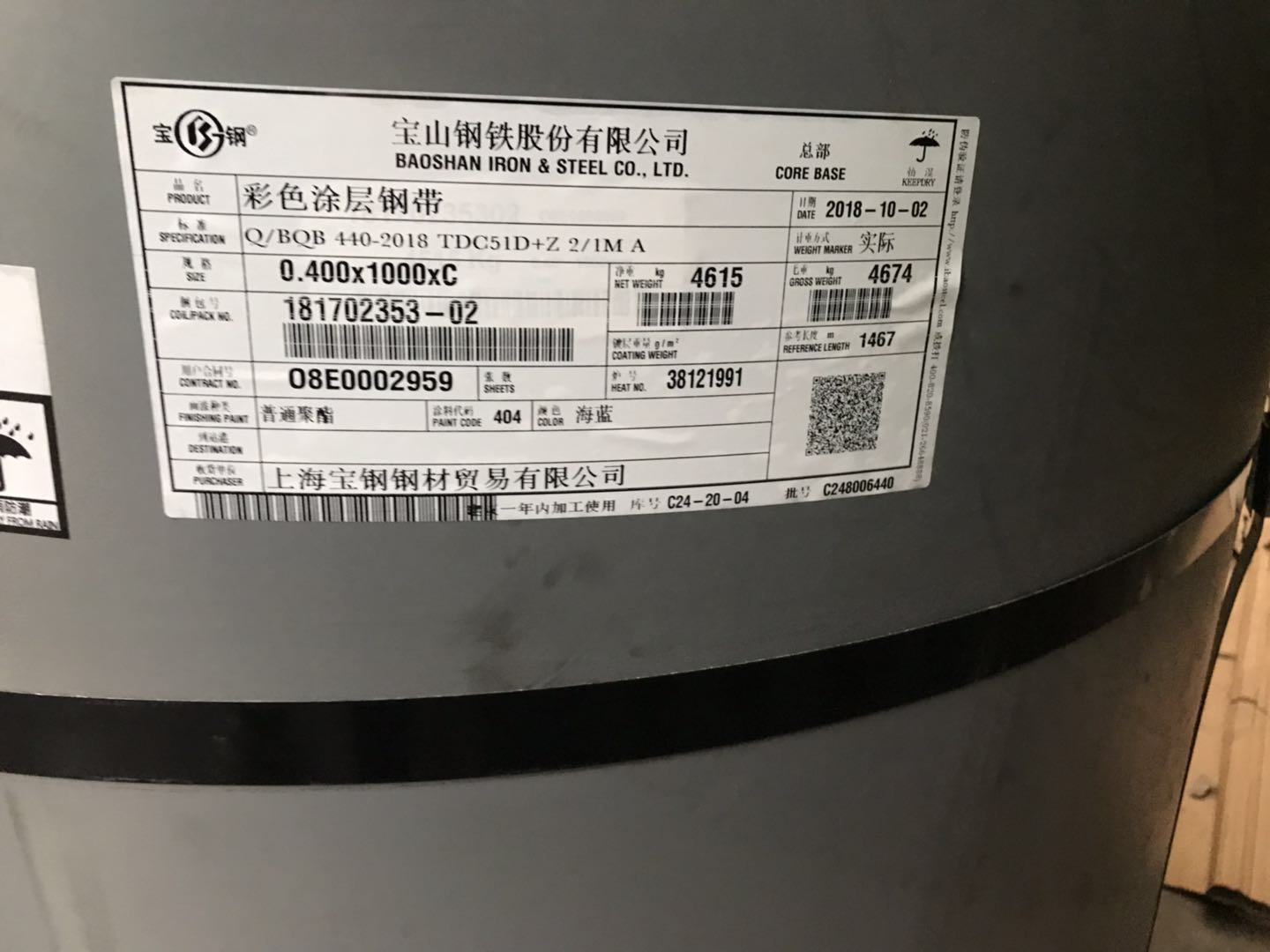
在宝钢企业标准 BQB440—99 中对涂层钢板(带)给出了明确的定义:
彩色涂层钢板、钢带是指金属基材经过彩色辊涂机组后,在表面涂敷上一层或多层有机涂料而成的复合材料。
涂层的目的就是以各种方法在物体表面上涂上涂料,形成干燥保护膜,使其具有耐大气等腐蚀、耐污染等性能以保护基体,同时赋予色彩、光泽、花纹、平滑、立体感、接触感好等优点,使物体美观。
另外,在情况下,还有以电器绝缘、防火、、防虫、粘合、标识、色彩调节、温度指示等为目的而生产的。
彩涂工艺流程
常见生产工艺流程如下图:
核心涂装工艺
涂装: 涂层厚度控制是彩涂板生产过程中关键参数。涂层厚度控制有两种控制方法一:一种是采用压力传感器,一种采用磁尺控制。
我们采用的是磁尺+压力传感器技术,在提料辊、计量辊和涂覆辊之间采用磁尺控制,在涂覆辊和带钢之间采用压力传感器控制。各辊之间的位置值和涂覆辊与带钢之间的压力值显示在操作屏上,厚度控制在±1μ以内。
辊涂是在辊(辊筒)上形成一定厚度的湿涂层,随后将这湿涂层的部分或全部转移到被涂物上的涂装方法。它适用于平板或带材涂层的生产,其特点是:速度快、生产效率高。
两 辊 逆 向 涂 装
在二辊涂敷过程中,带料辊入漆盘中吸附着涂料,直接转移到涂敷辊上(通过带料辊与涂敷辊的挤压,使涂料变平,然后出涂敷辊将涂料涂到带钢上。
三 辊 逆 向 涂 装
在三辊涂敷时,带料辊从漆盘吸附上涂料后,通过逆向慢速转动的计量辊的作用、使带料辊上的涂料整平后,再转移到涂敷辊上,后涂到逆向转动的带钢上。
这种辊涂方式特别适于涂粘度大涂膜厚的涂料,因为这时可通过计量辊的作用使涂料整平并控制厚度。在涂敷粘度大流平性不好的涂料(如塑料溶胶)时。采用逆涂三辊方式可得到平整的涂层面。
涂层结构
产品质量检验设备及质量检验内容
盐雾试验:彩涂钢板的盐雾试验是通过的盐雾试验箱进行,盐雾试验箱模拟大气自然环境,为试件提供盐雾腐蚀所规定温度范围、盐雾沉降量和试验周期的加速腐蚀环境,检查试样的破坏现象,包括起泡、生锈、附着力下降和由划痕处腐蚀的蔓延等,并按GB/T 1766-1995标准规定,以0、1、2、3、4、5六个等级评定其破坏程度。
盐雾箱
涂层厚度检测:彩涂板涂层厚度是彩涂板成品检测中的重要指标,它直接影响彩涂板其它各项性能,其准确与否不仅影响彩涂板的质量,而且也影响生产成本。
实验方法执行标准为GB/T12754-2006彩色涂层钢板及钢带和GB/T13448-2006彩色涂层钢板及钢带的试验方法。GB/T13448-2006中规定的4种彩涂板涂层厚度的检测方法为磁性测厚仪法、千分尺法、钻孔破坏式显微镜法和金相显微镜法。
DJH涂层厚度检测仪
人工加速老化仪:是涂膜耐候性能检测的常用设备,它是通过在实验室内模拟自然环境进行各种类型气候的涂膜老化试验,并给予一定的催化因素,从而克服天然暴晒试验所需时间长的不足
紫外线是涂膜老化中的一个很重要的因素,大气中的温度、湿度和氧气的含量也对涂膜的老化起着重要的影响。人工加速老化试验就是利用一定的设备人工老化仪,通过改变光源的种类、强弱,以及各种类型气候的温度、湿度、含氧量的变化等因素的控制,测试在人造气候的环境下,各种涂膜的老化程度及变化状况,从而判断相应漆膜的耐老化能力。
QUV老化仪
色差检测:彩涂板的色差测定原理是通过测定参照样和试样的光谱三值,即可定量测定出试样与参照样的颜色差异。色差仪通常采用的几何结构分为定向型和积分球型两种。
Hunter lab色差仪
物性试验检测项目:MEK耐溶剂擦拭试验、T弯、铅笔硬度、刮擦、冲击试
产品外观检查内容:形象缺陷、表面缺陷、痕迹缺陷、边部缺陷、镀金缺陷、尺寸缺陷、涂装缺陷、不均匀缺陷、污染性缺陷、涂膜凹凸缺陷、过程缺陷、涂膜表面缺陷、物性缺陷
彩图板常见缺陷